Table of Contents
What is Ferrite (Ceramic/ Black) magnet?
Ferrite magnets, also known as ceramic (black)magnets, they are composed primarily of iron oxide and barium or strontium carbonate. However, ceramic magnet materials are inherently brittle and can be chipped and broken if dropped on the hard ground and rubbed each other. It is recommended that they be not used for structural purpose since they are low in tensile and flexural strength.
They are widely used in various applications due to their excellent magnetic properties, cost-effectiveness, and resistance to demagnetization and corrosion. It is the first choice for most types of DC motors, magnetic separators, magnetic resonance imaging and automotive sensors.

How are they made?
Ferrite magnets are manufactured using powder technology techniques. The primary raw materials, including iron oxide and barium (also called Ba-ferrite)or strontium carbonate (also called Sr-ferrite), and BaCO3, SrCO3, CaCO3, and small amount of additives, all of them are accurately weighed and mixed. This mixture ensures the correct chemical composition of the ferrite material.
Since Ba-ferrites were not environmentally friendly enough, they were later replaced by Sr-ferrite magnets and put into practical use.
A method in which material is shaped in a powdery state with a magnetic field applied is called a dry method (or dry pressed), and a method in which ferrite powder made into slurry by mixing it with water (moisture content 30~40%) and then formed with a magnetic field applied is called a wet method (or wet pressed), due to ferrite powder moves more easily in water, so it is well aligned in the direction of an external magnetic field by making it into slurry. That is why wet-pressed materials grade is higher than dry-pressed materials.
Both method are all in a large hydraulic press, during pressing process, most of the water is removed during the compaction process, the remaining water is evaporated during the initial stages of the sintering process. The sintering takes place at 2000 degrees F. approximately. After sintering the material is fully dense and ready for finish grinding according to customer specifications. As the material is very hard and brittle, all of the grinding of ceramic magnets is done using diamond wheels.
In the 1990s, it was said that improvement of properties of ferrite magnets had already reached its limit.
Under such circumstances, TDK addition of trace elements, developed FB9 material, a new material with much better properties than those of conventional materials, by using a technology of including La (lantern) and Co (cobalt) into Sr-ferrite. We Profurther Magnetics also can supply this grade material.
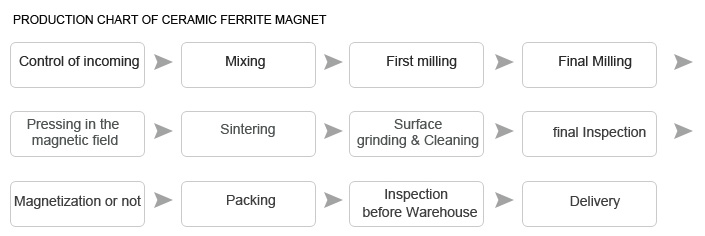
Production Control Process
High-quality ferrite magnets are guaranteed. Every step of production is important. You receive consistently performing magnets.
Quality checks are performed at multiple stages. Random checks are done during and after producing. Dimensional and magnetic properties are verified. Your specifications are met, every time.
Quality checking and Inspection
High-quality ferrite magnets are guaranteed. Every step of production is important. You receive consistently performing magnets.
Quality checks are performed at multiple stages. Random checks are done during and after producing. Dimensional and magnetic properties are verified. Your specifications are met, every time.
Parallism & flatness tester

– Flatness: This measures how level the surface of the ferrite magnet is. A flat surface is crucial for ensuring proper contact and alignment in applications where the magnet will be used, such as in motors or magnetic assemblies.
– Parallelism: This evaluates whether the surfaces of the magnet are parallel to each other. Maintaining parallel surfaces is important for consistent performance and fit in mechanical assemblies, as it affects the magnetic field distribution and overall functionality.
Perpendicularity Measurement

Assembly Precision:
In applications like permanent magnet motors, the accurate positioning and alignment of magnets are critical. Perpendicularity measurements would ensure that the magnets are correctly oriented relative to other components, such as the rotor or stator.
Go / not Go gauge

The Go/No-Go gauge is used to measure specific dimensions and tolerances of magnets, including ferrite and neodymium iron boron magnets.
– Quality Control: The Go/No-Go gauge provides a simple way to determine if a magnet meets specified dimensional tolerances. It consists of two gauges: the “Go” gauge, which should fit within the acceptable size range, and the “No-Go” gauge, which should not fit if the magnet is within specifications.
– Dimensional Accuracy: This tool helps quickly assess whether the physical dimensions of the magnet, such as diameter or thickness, are within acceptable limits. If the magnet passes the Go gauge but fails the No-Go gauge, it is deemed acceptable.
– Production Efficiency: Using Go/No-Go gauges allows for rapid screening of magnets during production without needing precise measurements. This is particularly useful in high-volume manufacturing settings.
Gauss Meter

The instrument used to measure properties of mass-production magnets, such as ferrite and neodymium iron boron magnets, typically assesses several key characteristics:
– Magnetic Field Strength: This includes measuring the intensity of the magnetic field produced by the magnet, often expressed in units like Gauss or Tesla. Instruments like gaussmeters are commonly used for this purpose.
– Magnetization Direction: It is important to determine the orientation of the magnetic poles (north and south) to ensure proper functionality in applications. Tools such as pole indicators can quickly check the polarity of magnets.
– Magnetic Flux Density: This measurement evaluates how much magnetic flux is passing through a given area of the magnet, which is crucial for understanding its performance in various applications.
Magnetic Properties Tester

The Magnetic Properties Tester is used to measure various parameters of magnets, including:
– Residual Magnetism: This parameter measures the magnetic field that remains in the magnet after an external magnetic field is removed, expressed in Tesla.
– Coercivity: This indicates the resistance of a magnetic material to becoming demagnetized, measured in A/m.
– Magnetic Induction (Flux Density): The maximum and effective magnetic induction (measured in Tesla) indicates the strength of the magnetic field produced by the magnet.
– Magnetic Hysteresis: This evaluates the relationship between the magnetic field strength and the magnetic flux density, which is crucial for understanding how a magnet behaves under varying magnetic fields.
Ferrite Magnet Properties
Main Properties we can do (Chinese Standard) | ||||||||
Material | Br | HcB | HcJ | (BH)max | ||||
mT | Gs | kA/m | Oe | kA/m | Oe | kJ/m³ | MGOe | |
Y30H-1 | 380-400 | ≥3800 | 230-275 | ≥2890 | 235-290 | 2950 | 27.0-32.5 | ≥3.4 |
Y30H-2 | 395-415 | ≥3950 | 275-300 | ≥3460 | 310-335 | 3900 | 27.0-32.0 | ≥3.4 |
Y32 | 400-420 | ≥4000 | 160-190 | ≥2010 | 165-195 | 2070 | 30.0-33.5 | ≥3.8 |
Y32H-1 | 400-420 | ≥4000 | 190-230 | ≥2390 | 230-250 | 2890 | 31.5-35.0 | ≥4.0 |
Y32H-2 | 400-440 | ≥4000 | 224-240 | ≥2810 | 230-250 | 2890 | 31.0-34.0 | ≥3.9 |
Y33 | 410-430 | ≥4100 | 220-250 | ≥2760 | 225-255 | 2830 | 31.5-35.0 | ≥4.0 |
Y33H | 410-430 | ≥4100 | 250-270 | ≥3140 | 250-275 | 3140 | 31.5-35.0 | ≥4.0 |
Y34 | 420-440 | ≥4200 | 200-230 | ≥2510 | 205-235 | 2580 | 32.5-36.0 | ≥4.1 |
Y35 | 430-450 | ≥4300 | 215-239 | ≥2700 | 217-242 | 2730 | 33.1-33.2 | ≥4.2 |
Y36 | 430~450 | ≥4300 | 247~271 | ≥3102 | 250~274 | 3140 | 35.1~38.3 | ≥4.4 |
Y38 | 440~460 | ≥4400 | 285~305 | ≥3580 | 294~310 | 3693 | 36.6~40.6 | ≥4.6 |
Y40 | 440~460 | ≥4400 | 330~354 | ≥4145 | 340~360 | 4270 | 37.6~41.8 | ≥4.7 |
Applications of Ferrite Magnets Based on Different Production Processes
Based on Water Content Percentage in the Processing
According to the above article mentioned wet method and dry method, typically, the grade of wet-pressed materials is higher than that of dry-pressed materials.
Dry-pressed ferrite and wet-pressed ferrite are two different preparation processes, suitable for different applications and requirements.
Generally, due to the high chemical activity of raw materials, the magnetic properties of wet-pressed products are higher and more stable, and the direction of magnetization is easier to determine during pressing. However, due to the difficulty in controlling dehydration, the scrap rate of semi-finished products is also higher, and some complex-shaped products cannot be formed by wet pressing. Additionally, the wet pressing process is complex, with a slow pressing speed of 1-2 times per minute, compared to 15-20 times per minute for dry pressing.
In contrast, the dry pressing method primarily uses oxides with lower chemical activity as raw materials and generally cannot achieve complete chemical reactions. Since there is no fluid medium in the dry pressing process, it is difficult to achieve high orientation. However, since dry pressing does not require dehydration, the forming equipment is simple and easy to automate. Additionally, the processed surface of dry-pressed products is smooth and flat, reducing the grinding workload significantly.
Generally speaking, wet pressing produces higher quality, while the dry pressing process is very suitable for producing deformed and small-shaped ferrites, although wet pressing costs are higher. For example, high-performance wet-pressed segment (arc) magnets are mainly used in automotive motors, variable frequency household appliances, etc., while high-performance dry-pressed segment (arc) magnets are mainly used in permanent magnet DC motors.
The choice of dry-pressed ferrite or wet-pressed ferrite magnets should be determined based on specific application needs. If your cost and equipment requirements are not high and performance requirements are not stringent, dry-pressed ferrite may be suitable. For applications with higher performance requirements and more complex shapes, wet-pressed ferrite magnets might be more appropriate.
Based on the Direction of Magnetic Field in the Processing
Ferrite magnets can be divided into isotropic ferrite and anisotropic strontium ferrite based on different magnetization directions.
Isotropic ferrite permanent magnets are formed without magnetic orientation during press molding, means the magnetization direction is not fixed. So ferrite magnets can be magnetized in any directions.
Anisotropic ferrite magnets are formed with a preferred magnetization direction during press molding that orients the magnetic domains in one direction.
Once a magnet is made, it can only be magnetized in that “preferred” direction.
Differences between Isotropic and Anisotropic Ferrite Magnets:
Magnetic Performance:
The biggest advantage of anisotropic ferrite magnets is that their performance is far superior to that of isotropic ferrite products, with stronger magnetism. From the production process, more production steps are required for anisotropic products to ensure the highest consistency of magnetic orientation during forming.
Surface Magnetic Strength:
The surface magnetic field of isotropic ferrite is usually less than 800 Gauss, generally above 500 Gauss, while that of anisotropic ferrite is above 900 Gauss, with 1100 Gauss being more often.
Performance Grades:
Grades such as Y8T and Y10T indicate isotropic (the letter T indicates isotropic). Grades such as Y25, Y30, and Y30BH indicate anisotropic. Typically, most isotropic ferrites are molded into shapes such as discs,rectangles and rings. The most obvious feature is that the round shape are all with R chamfer and are relatively smooth. Various types of anisotropic ferrites are typically produced by cutting processes, such as rectangles, commonly used in door stopper, cabinets, mosquito systems, etc.
Magnetized VS De-magnetized
Ferrite magnets are not true magnets, they are magnet materials that have not been magnetized after being shaped and sintered. By applying a strong magnetic field generated by a coil, they are eventually made into ferrite magnets. This process is known as magnetization. The direction of magnetization determines the position of the magnet’s north and south poles and the distribution pattern of the magnetic field.
So, why do magnetic materials like iron and ferrite stick to magnets? Magnetic materials consist of many tiny magnets oriented in different directions. When an external magnetic field (produced by a magnet or coil) is applied, these tiny magnets align along the magnetic field lines (magnetization), collectively behaving as a magnet with N and S poles. If something is magnetized, it temporarily becomes a magnet. In other words, the way a magnet attracts iron or ferrite is essentially the same as how magnets attract each other.
How to magnetized?
Permanent magnets typically require the use of DC magnetizers or capacitor discharge magnetizers. These magnetizers apply a sufficient magnetic field around the magnet to bring it to technical saturation.
First, it is necessary to select appropriate magnetization equipment based on the actual material of the permanent magnet and the required magnetization strength.
Then, determine the direction of magnetization. Place the permanent magnet within the magnetic field area of the magnetizer, and apply a strong external magnetic field to the permanent magnet. A brief magnetization time is sufficient to complete the process.
Then how to de-magnetized?
Magnets can be demagnetized through high-temperature heating, machine demagnetization, or vibration demagnetization. Heating involves heating the permanent magnet to the Curie temperature (the temperature at which the material loses its magnetism) or above, then slowly cooling it, which causes the permanent magnet to lose its magnetism. A demagnetizer is a specialized device used to remove residual magnetism from magnets or other ferromagnetic materials. There are mainly pulse demagnetizers and AC demagnetizers. It is not advisable to use demagnetizers for long periods continuously to avoid coil overheating and damage.
Experimental Observation:
In our experiments, the neodymium-iron-boron (NdFeB) magnets used have a temperature tolerance of 100°C. When heated to this temperature, the magnetic force begins to decrease significantly, and at 150°C, the rate of decrease accelerates markedly. In just 20 minutes, the magnetic force almost completely disappears. Although demagnetized NdFeB magnets can be re-magnetized, the magnetic force can only be restored to about 50% of the original strength, and the surface may appear blackened and oxidized.
Package and Shipping
For segment shape ferrite magnet, we usually using steel pallet for shipping.
For rectangle ring and disc shape ferrite magnet, we using wooden pallet.


Share this: